The nut is the key component in the leadscrew assembly. It serves as a linkage between rotary element (motor and screw) and linearly moving load to accomplish rotary to linear motion.
 Why is the Nut Selection so Important?
Why is the Nut Selection so Important?
The nut is the key component in the leadscrew assembly. It serves as the linkage between rotary element (motor and screw) and linearly moving load to accomplish this rotary to linear motion. The effectiveness of the leadscrew depends on lubrication (or on the coefficient of friction) between the nut and the screw. There are multiple options for lubrication, depending on the application.
On the screw level, when maximum performance is required, Kerkote® and Black IceTM TFE coatings provide extremely even lubrication distribution and reduce friction between the nut and screw by roughly 30%. Both Kerkote and Black Ice TFE coatings offer the advantages of dry lubrication. These maintenance-free coatings are designed to last the life of the product. They are intended to be used without additional lubricants, which virtually eliminates the most common failure of screw driven drives, lubrication failure.
In combination with Kerkote maintenance-free coatings that achieve maximum lubrication effect on the nut/screw interface, all Kerk® leadscrew’s nuts feature custom compounded Kerkite composite self-lubricating polymers. Kerkite polymers are a family of high-performance materials that offer exceptional wear properties with the cost and design advantages afforded through injection molding.
Friction Considerations
The efficiency of a leadscrew refers to how well a screw converts rotary energy (torque) into linear motion (see formula below).
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
Efficiency (%) = (tan (helix angle)/tan (helix angle + arctan f))*100 Where f is the coefficient of friction |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
With a given screw (helix angle is fixed), the efficiency is primarily influenced by friction created by the contact area between the screw and the nut. In the past, the traditional nut material was bronze or brass which lends itself to the required machining of the internal threads and is a traditional compromise between physical stability and lubricity. Compromise, however, is the key word since it excels at neither. A much better material for a leadscrew nut is a lubricated thermoplastic material. With the evolution of newly engineered thermoplastics, the screw threads may now travel with a lower overall coefficient of friction (Fig. 1, below).
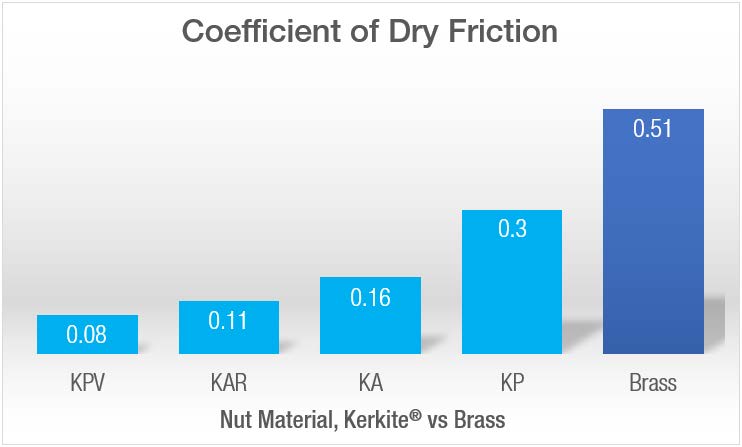
Figure 1: Comparative friction effects of stainless steel on select nut materials |
Applications Considerations
Usually performance specifications from a customer include motion parameters (load, speed, direction, duty cycle, etc.), environment conditions (temperature, chemicals, radiation, vacuum, corrosion, etc.), life expectancy, and a production quantity cost target.
In addition to checking axial load and critical speed, the first step to ensure the best nut material selection is to calculate Pressure-Velocity (PV) factor. Pressure velocity is a fundamental property of all thermoplastics and is specific to the composition of the polymers. PV for a lead screw application is a calculated value based on load and surface speed of the (PV) interface between the leadscrew and nut.
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
PV= (Load/ Area of Thread Engagement)* Linear Velocity |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
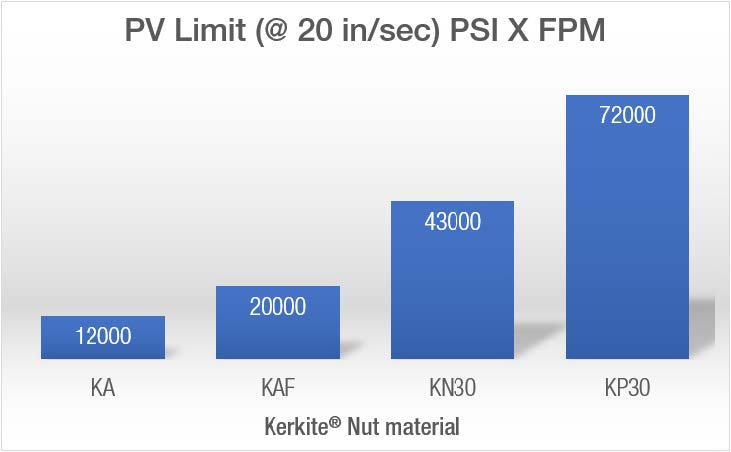
Limiting PV is a term used by manufacturers to characterize the amount of heat generation a plastic can withstand before compromising physical properties such as the geometry of the part. Every plastic has a maximum PV value defined by the manufacturer, which should only be exceeded under specific circumstances. Manufacturer’s Limiting PV values should be considered to make decisions on proper loading, speed, and duty cycle of the assembly. By designing within the proper PV envelope, the nut running against the leadscrew experiences normal linear wear rather than accelerated time to failure. Kerkite Composite Polymers are formulated in a wide range of PV values to satisfy the toughest customer’s requirements (see Fig. 2, below).
|
Figure 2:Kerkite® Composite Polymers offer wide range of PV values
|
Amorphous vs. Semi-crystalline
A defining characteristic that separates different thermoplastic polymers is whether they are considered amorphous or semi-crystalline. Kerkite materials belong to a class of semi-crystalline thermoplastics, a polymer that exhibits organized and tightly packed molecular chains (Fig. 3, below).
 |
| Figure 3: Polymer molecular chains: Amorphous vs Semi-crystalline Thermoplastics |
The areas of crystallinity are called spherulites and can vary in shape and size with amorphous areas existing between the crystalline areas. The result is this highly organized molecular structure, which results in a defined melting point. They do not gradually soften with a temperature increase; instead, semi-crystalline materials remain solid until a given quantity of heat is absorbed and then rapidly change into a low viscosity liquid. These polymers are anisotropic in flow, so they exhibit greater shrinkage transverse to flow rather than with the flow, which can sometimes result in some dimensional instability. In terms of properties, semi-crystalline thermoplastics have excellent strength, wear, and good chemical resistance, but they typically lack in impact resistance. In addition, the degree of crystallinity can affect many characteristics of the polymer.
While semi-crystalline polymers exhibit organized and tightly packed molecular chains, the polymer chains for amorphous plastics are more disorganized. In this type of material the molecules are oriented randomly and are intertwined, which cause them to have a range of temperatures at which they will melt. These polymers are isotropic in flow, so they shrink uniformly in the direction of the flow and transverse to flow. This typically results in less shrinkage and less tendency to warp. In terms of properties, amorphous polymers typically have better impact resistance, but are more prone to stress cracking and have poor fatigue resistance. See the thermoplastic triangle below as an overview summary of the material performance, properties and cost (see Fig. 4, below).
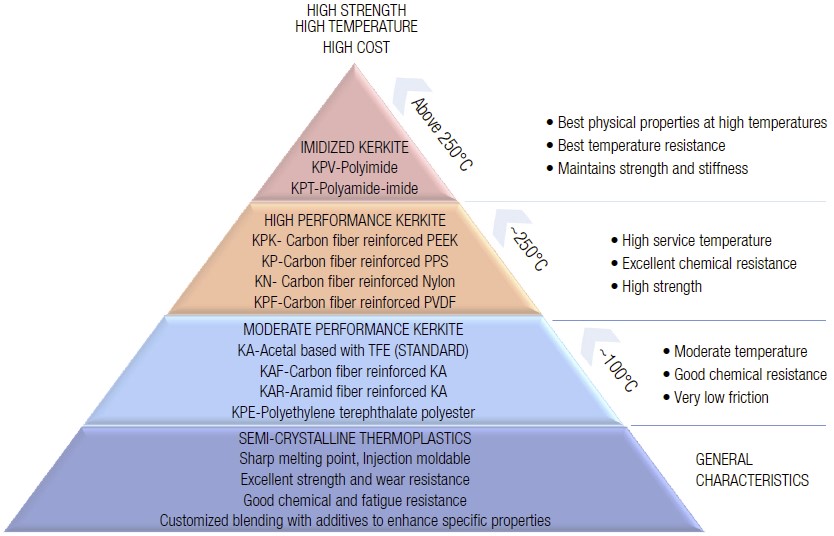 |
| Figure 4: Thermoplastics Triangle |
Leadscrews can be exposed to a wide range of operating conditions such as: extreme temperatures, chemical or corrosive atmospheres, radiation, vacuum, fluid and moisture. The goal is to use the proper blend of nut materials that meet high standards for motion performance, environmental ruggedness, operational life, and cost constraints. Kerk has found solutions to those problems of high temperature, high load, high duty cycle applications by offering custom engineered polymers designed to work in those harsh environments.
There are many factors when considering an application. Reference the below guide for common application requirements. Contact Haydon Kerk Pittman to discuss more material selections or specific application requirements with an Applications or Field Sales Engineer.
| Kerkite® Nut Materials |
| |
KA |
KAF |
KAR |
KN |
KP |
KPK |
KPF |
KPT |
KPV |
KPE |
| Low Coef. of Friction |
••• |
••• |
•••• |
••• |
•• |
•• |
••• |
••• |
•••• |
••• |
| PV |
•• |
••• |
••• |
•••• |
•••• |
•••• |
••• |
•••• |
•••• |
•• |
| Wear Resistance |
•••• |
•••• |
•••• |
•••• |
•••• |
•••• |
•••• |
•••• |
•••• |
•• |
| Oper. Temp. Range |
•• |
•• |
•• |
•••
|
•••• |
•••• |
••• |
•••• |
•••• |
•• |
| Chemical Resistance |
•• |
•• |
•• |
••• |
•••• |
•••• |
•••• |
•••• |
•••• |
•• |
| Radiation Resistance |
• |
• |
•
|
•••
|
•••• |
•••• |
•••• |
•••• |
•••• |
• |
| Autoclave |
•• |
•• |
•• |
•• |
•••• |
•••• |
••• |
•••• |
•••• |
•• |
| Moisture |
•• |
•• |
•• |
•
|
••• |
••• |
••• |
•••• |
•••• |
•••• |
| Vacuum |
•• |
•• |
•• |
• |
•••• |
•••• |
•• |
• |
•••• |
• |
| UL94 Rated |
No |
No |
No |
No |
Yes |
Yes |
Yes |
Yes |
Yes |
No |
| Relative Cost |
•• |
••• |
••• |
••• |
•••• |
•••• |
•••• |
•••• |
•••• |
••• |
| Comment |
Standard
Nut
Material,
Acetal w/
TFE |
Carbon
Fiber
Reinforced
KA |
Aramid
Fiber
Reinforced
KA |
Carbon
Fiber
Reinforced
Nylon |
Carbon
Fiber
Reinforced
PPS |
Carbon
Fiber
Reinforced
PEEK |
PVDF |
PAI |
Polyimide |
PET |
*Ref. 1: “Pressure Velocity and Lead Screw Assemblies”, https://www.haydonkerkpittman.com/learningzone/whitepapers
|
|
Click here to download PDF version.